Fractionation has been a popular value-added process due to increasing demand for vegetable source protein, starch and fiber. In addition, processing efficiency increases through recovering of the waste from processing streams since approximately 30% of total grains processed are lost during the processing in the form of husk, germ, and broken grains. Two major methods of fractionation are dry and wet. Both methods use the difference in size, shape and density of starch and protein containing particles. Starch particles tend to be larger and heavier than protein, thus air classification, a separation method based on density difference, has been proven efficient to produce flour with concentrated protein and starch. For further concentrated fractions, wet processing has an advantage though wet processing is more expensive processing than the dry processing (Wu and Nicolas, 2005).
Wet Fractionation
Pea protein concentrates and isolates are functional, bio-available, and loaded with lysine, making them an excellent alternative to soy flour. Such flours are also highly soluble with superb water-holding capacity. Protein concentrate generally indicates the product with protein content of 30–40 % whereas protein isolate contains 80–90 % protein (Boye et al. 2010).
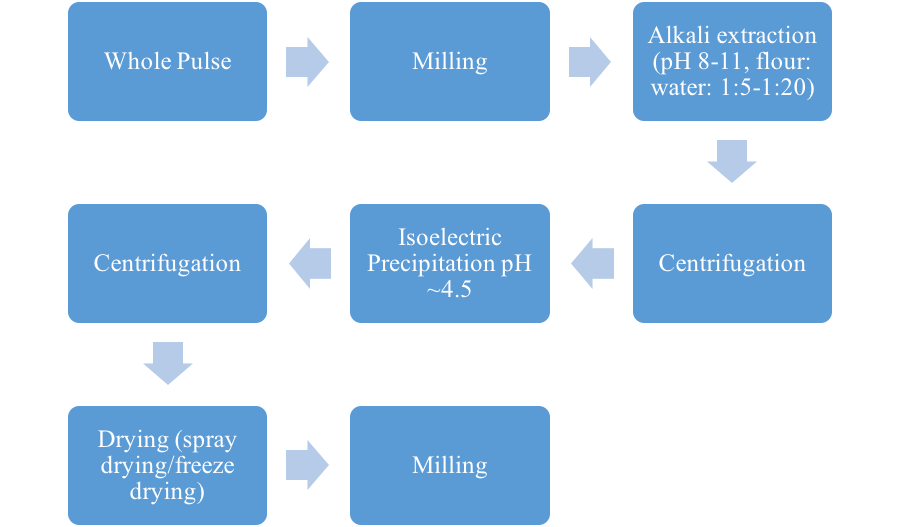
Aqueous alkaline extraction followed by isoelectric precipitation is a commonly used wet method. Isoelectric point (i.e., where protein is least soluble) slightly varies among different legumes, but generally the protein is more soluble at high pH and less soluble at low pH. Commonly in aqueous alkaline extraction, protein is separated from the rest of the fractions at alkaline pH (pH 8–11), resulting in the protein that is dispersed in aqueous phase. Subsequently, the pH is adjusted to the isoelectric point to precipitate protein that is then suspended in the aqueous phase, centrifuged, neutralized by bringing the pH back to 7, dried, and milled into powder (Boye et al. 2010). Schematic diagram of the alkaline extraction and isoelectric precipitation process is shown in Figure 1.
It is important to point out that the protein purity and yield are subject to variability of processing conditions. Factors affecting these include time, temperature, solvent, type and conditions of raw materials, batch vs continuous extraction and so forth. Alternative processing methods are being researched and utilized including acid extraction, salt extraction and ultrafiltration
Air Classification
Air classification is the dry separation method that separates fractions based on its size, shape, density and physicochemical nature. Milling is a critical step in this method. Raw material is milled into very fine particle size, which is enabled only by few mills such as pin mill. This ensures the separation of light materials, which is comprised of protein, from heavy particles such as starch. The process is highly automated and may be repeated several times until ideal concentration is achieved. In some cases, starch granules could be embedded in a protein matrix, in which case repeating both pin milling and air classification enables further purification (Boye et al. 2010)
Multiple factors are reported to affect the starch and protein fractionation yields, which include varieties, moisture content, and pre-processing of raw materials such as splitting and dehulling. Research showed that the lower moisture content of pulse seeds prior to milling contributes to the declined starch fraction yield and starch fractionation efficiency (Tyler and Panchuk, 1982). In terms of efficiency, lentil is the most suitable legumes for air classification whereas lima beans and cowpea being the least suitable (Boye et al. 2010). Dehulled peas have higher protein and starch concentrations compared to the whole peas (Wu and Nicolas, 2005). Therefore, dehulling prior to milling and air classification can lead to flours with higher protein or starch contents